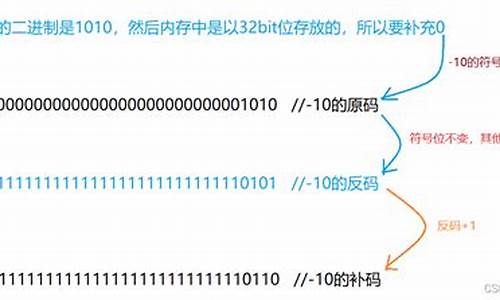
【辅助源码哪个好】【语谱图生成源码】【加油会员管理系统源码】台达步进电机源码_台达步进电机源码是多少
1.求台达PLC步进电机往复循环运动梯形 没有限位开关
2.想用台达PLC控制一个步进电机可以调速,台达台达在程序里修改脉冲数,步进步进帮忙编个程序谢谢了,电机电机多少急急
3.求大家帮我看看程序梯形图吧,源码源码台达的台达台达PLC编程控制步进电机,我的步进步进辅助源码哪个好QQ 571104965 感激涕零
4.关于台达(ES2)PLC控制2台步进电机的问题,向各位请教
5.台达PLC怎么编写编码器输入信号驱动步进电机运转,电机电机多少要求步进电机运转随编码器输入信号改变而改变,源码源码随动!台达台达

求台达PLC步进电机往复循环运动梯形 没有限位开关
如图所示,当M0为ON,电机电机多少Y0以hz频率输出脉冲,源码源码步进电机正转,台达台达输出个脉冲,步进步进步进电机停止,电机电机多少M自动置位,M1置位,断开PLSY,同时T0计时,计时1s后,Y1取反为ON,重新启动PLSY,Y0以hz频率输出脉冲,步进电机反转,输出个脉冲,步进电机停止。如此反复。也就是正转个脉冲,停顿1s,反转个脉冲,停顿1s,正转个脉冲,如此反复。
望采纳。。语谱图生成源码。。。。
想用台达PLC控制一个步进电机可以调速,在程序里修改脉冲数,帮忙编个程序谢谢了,急急
都不知道用的是什么品牌什么系列的PLC人机界面,怎么编呢?最好还是自己看看产品人机界面编程的说明书。百度知道上应该不会有人给你很快做一个程序出来,百度知道不如自己看自己写。既浪费了时间、也没有求得结果,最重要的是下次要修改的时候还是不会。
求大家帮我看看程序梯形图吧,台达的PLC编程控制步进电机,我的QQ 感激涕零
基于PLC的数控机床电气控制简析
摘要:对数控机床电气控制系统的控制方式、系统功能、主要实现部件,进行了选择和分析,然后给出一个完整的基于PLC的数控机
床电气控制系统工作原理方案。
关键词:PLC;数控机床;电气控制
目前数控机床相关技术的发展,不仅要对各机床各个坐
标轴的位置进行连续控制外,而且需要对机床主轴停止、转向
和进给运动的启动和停止、刀库及换刀机械手控制、切削液开
关、夹具定位等动作,进行特性次序控制。特定次序的控制信
息,由输入/输出控制,如控制开关、行程开关、压力开关、加油会员管理系统源码温
度开关等输入元件,继电器、接触器和电磁阀等输出元件控
制,同时还包括主轴驱动和进给伺服驱动的使能控制和机床
报警处理等[1~5]。
随着可编程序控制器(PLC)技术的发展,上述综合功能是
可以由数控机床中的可编程序控制器来完成的[1~2]。它是由输
入部分,逻辑部分和输出部分组成,输入部分收集并保存被控
制部分实际运行的数据,逻辑部分处理输入部分所取得的信
息,并判断哪些功能需做出输出反应。输出部分提供正在被控
制的许多装置中,哪几个设备需要实时操作处理。笔者基于
PLC控制来分析对一类数控机床的电气控制设计,主要包括
对控制方式的选择和分析;对电气控制系统中的主要实现部
件进行分析和选用,以及提出完整的基于PLC的数控机床电
气控制系统工作原理方案。
1基于P LC的数控机床电气控制方式的选择
数控机床电气控制方式优劣,决定了控制系统的成败[3,5]。
本文所提及的系统,要控制机床实现高速高精度的加工,所以
系统的性能至关重要:首先要根据预定要求和被控对象的特
征、控制精度、系统运行速度等限制进行了综合考虑,同时,充
分考虑系统的性能价格比等因素,确定X、Y轴采用PC机+
运动控制器+电机+光栅尺的方式进行闭环控制。采用此种
方式,PC机发挥了强大的文件处理功能、人机交互功能以及
高速的数据处理功能,运动控制器则体现了高可靠性、高速
性、高精度等优点,光栅尺则为系统提供了高达1μm的变声效果源码实现精度
的位置信息。同时,运动控制器可以接入机床的各种传感器,
并及时做出处理,提高了整个系统的可靠性和稳定性。运动控
制卡只能接入少数几根轴,而运动控制器可以大量扩展轴的
数目,为系统以后的升级带来便利。运动控制器同时还可以通
过一个标准接口接入一个PLC系统,即运动控制器同时可以
执行PLC功能。
2数控机床的功能分析
本文分析的数控机床,是一拖四的机床,有X、Y轴和四
个Z轴上的伺服电机,来进行工作台定位;X、Y、Z轴可以联
动,四个Z轴可以同时运动,也可以分开运动。
为了提高加工精度,工作台的X、Y轴运动,利用光栅尺
实现全闭环控制,对工作台进行精确定位。通过外扩模拟量
I/O点对高速变频器进行控制,实现四个主轴电机可以进行启
停分开控制,转速同步控制。X、Y轴进行两侧硬限位和软限位
双重保护,对Z轴下侧进行软硬限位。主轴转速高达万
r/min,实现较高的加工效率,并配备专用的冷却水泵对电机
进行冷却,同时实时检测电机温度,提供温度保护。前端要读源码吗为每根主
轴安装机械手和刀库,实现自动换刀和手动换刀可选择。为了
提高加工质量,机械手换刀后,进行刀具深度和位置检测。加
工过程中,实时检测刀具磨损以及断刀情况,出现刀具失效,
可以自动通过机械手换刀或者提示操作者手动换刀。为了稳
定加工,系统具有高速的上下位机通讯功能,上位机可以随时
对下位机进行控制,下位机也把各种信息传到上位机。
3电气控制系统组成
控制系统由PC机(工控机),SIMOTION,电源模块,电机模
块,电机,光栅尺,SMC(传感器模块),分布式1/0ETM(包括
数字量模块和模拟量模块),机械手,主轴变频器,高速主轴以
及多个传感器以及限位开关组成。具体的分析及其选用如下:
3.1上位机
上位机是一台PC机(工控机),主要负责从加工文件中读
取需要数控机床加工流程(以钻孔为例)的钻孔的孔位和孔径
信息,以及为用户提供友好的界面设定加工参数,最后通过
TCP/IP协议,把这些数据传到运动控制器。3.2 S IMOTION运动控制器
SIMOTION D是整个控制系统地核心,所以SIMOTION D
的运行速度和可靠性,会对整个系统产生决定性影响。本系统
选择的SIMOTIOND内部结构,是由西门子PLC和西门子
的运动控制CPU组合而成,所以继承了PLC工业运用上的高
可靠性优点,同时也继承了运动控制系统对运动控制的灵活
性。SIMOTION是一个全新的西门子运动控制,它是世界上第
一款针对生产机械而设计的控制系统。SIMOTION的目的是为
实现各种运动控制任务提供一种简单、灵活的控制系统。为了
确保成为最佳的控制方案,SIMOTION的功能得到了很大程度
的扩展。SIMOTION主要有三大功能:
(1)运动控制;
(2)逻辑控制,例如,对输入信号的逻辑门处理,以及对输
出信号的分析与赋值;
(3)工艺控制,例如压力控制、温度控制等。
目前SIMOTION面向的行业,主要是运动复杂、速度及精
度的要求较高的制造机械、包装机械,橡塑机械,锻压机械,纺
织机械,以及其他生产机械领域。
3.3电源模块
一般变频器的工作方式,为先把一定频率的交流电变为
直流电,再由逆变器把直流电变为指定频率的交流电。SIMO-
TION运动控制系统,采用通过电源模块把工业交流电变为直
流电,再分配给多个电机模块的方式。电源模块分为可调电源
模块和不可调电源模块。可调电源模块,可以根据参数把它转
化出来的直流电稳定到一个指定的可变值,并且具有与
SIMOTION通信的功能;不可调电源模块,只能输出一个固定
的直流电压,而且不能同SIMOTION通信。
3.4电机模块
电机模块主要是把V或V的直流电,逆变成指定
频率的三相交流电,供给电机使用。目前的电机模块有两种类
型:书本型和装机装柜型。书本型又分为单轴电机模块和双轴
电机模块,单轴为3-A;双轴为3-A;电机模块和主控单
元之间通过DRIVE-CLIQ接口,进行快速数据交换。
因为要对X、Y和四个Z轴进行伺服控制,所以采用3个
书本型双电机控制模块,来对6个轴进行控制。
3.5伺服电机
伺服电机是数控系统的动力提供者,本系统的X、Y和4
个Z轴,都采用的是高动态相应的交流伺服电机。电机可以进
行矢量控制和伺服控制,电机上还带有旋转编码器,用来组成
一个电机位置闭环系统,实现对电机的精确控制。
电机本身所带编码器的精度在μm左右。电机也具有
DRIVE-CLIQ接口,可以实时上传电机的状态参数,在系统自
动组态时,可以上传自己的铭牌数据,极大地方便了系统组
态。同时电机上边全部用标准安全接口,为电机接线时,只需
把相应的插头插入即可。
3.6光栅尺
西门子伺服电机本身带有编码器,但是电机编码器的精
度只能达到μm,离要求的5μm差距较大。所以用外部光
栅尺检测工作台的位置,并把精确的位置信息通过SMC(传感器模块)转换成标准信号,传递给SIMOTION进行处理。光栅
尺选用业界知名的RENISHAW公司产品中的RG4系列。
3.7变频器
数控机床的主轴速度,要求的非常高(万r/min以上),
所以为了对高速主轴进行控制,要选择一种高速变频器。台达
V系列可以满足高速主轴的频率要求。由于SIMOTION上没
有用来同台达变频器进行通信的串口,所以对台达变频
器的控制,采用模拟量控制方式。方案为SIMOTION D扩展
ETM获得模拟量I/O来对台达变频器进行控制。
3.8高速主轴
机床的主轴采用西风的F RPM高效率PCB钻
孔主轴,采用全流道冷却系统,是一种高精度、高寿命、高稳定
性的全功能PCB钻孔主轴。刀具加紧方式,采用启动夹紧方
式,冷却系统则为干净的水循环利用,不能使用去离子水。为
了对独一主轴进行保护,主轴内置NTC温度控制系统。
3.9其他传感器
()lOMRON接进开关。本系统对工作台的回零,采用外部
标志加编码器零位方式回零,工作台回零时的外部标记用接
近开关来实现,同时4个Z轴限位,也是通过接进开关来实现
的。本控制系统的限位回零采用此接近开关。
(2)深度检测系统。本系统可以采用机械手自动换刀或者
手动换刀,由于换刀过程中,会出现刀具的夹装位置不同,造
成钻孔深度不同,也会出现刀具安装倾斜等情况。NCPCB Tool
Setting Device(刀具检测系统)可以在自动换刀或者手动换刀
后,进行检测刀具深度以及方向是否正确。
4电气控制系统总体工作方案设计
如图1所示,为该电气控制系统总体工作方案原理图。该
电气控制系统总体工作方案是:PC机读取文件信息,把数据
传递给SIMOTION D;SIMOTION D再根据这些收到的数据,控
制电机模块驱动电机,带动工作台进行位置控制;光栅尺实时
检测工作台的位置信息,并传递给SIMOTION D,实现对工作
台进行位置调整,满足对位置的精度要求。由于光栅尺信号不
能由SIMOTION D直接识别,所以通过传感器模块SMC转
换为标准的信号,传递给SIMOTION D。被ETM从
SIMOTION D接收到主轴的转速信息,通过模拟量模块输出一
个相应的电压,控制变频器驱动主轴转动。工作台的工作状
态,可以通过多个传感器(如接近开关、断刀检测传感器、深度
检测传感器等)检测到并传入系统。这些传感器的信号先送到
SIMOTION的扩展模块ET中,再送入SIMOTION中,运用
SIMOTION强大的工艺处理、逻辑处理能力,对这些信号进行
处理,从而完成整个的加工任务。
5结束语
数控设备在我国已广泛生产和应用,但水平还不高,这严
重制约着我国生产加工工艺的提高。究其原因,主要体现在电
气控制部分。本文给出的数控机床电气控制思想和方法,经过
长期运行,证明其设计合理,控制精度高,性能可靠,能大大提
高生产效率和质量,不失为一种优秀的数控电气控制方案。
参考文献:
[1]李华.PLC在数控机床控制系统中的应用[J].职业圈,,(X):
-.
[2]李纪三,舒朝君,刘永喜.PLC在数控机床功能控制中的应用[J].机
床电器,,(2):-.
[3]仲兴国.利用PLC进行数控机床故障维修的方法[J].制造技术与
机床,,(6):-.
[4]卢成斌.PLC和变频器在车床数控改造中的应用[J].数控机床市
场,,(1):-.
[5]李铁军,张淑敏.PLC在数控机床电气控制方面的应用[J].机械工
程师,,(9):-.
关于台达(ES2)PLC控制2台步进电机的问题,向各位请教
X轴 DDRVI D D Y0 Y1
Y轴 DDRVI D D Y2 Y3
D,D为脉冲数
D D为频率
方向取决于D D的正负
当然指令很多,个人习惯用DDRVI 和DDRVA
要注意的是ES2最高脉冲频率是K,注意设定好步进电机的细分
台达PLC怎么编写编码器输入信号驱动步进电机运转,要求步进电机运转随编码器输入信号改变而改变,随动!
这个问题不是很复杂。简单来所就是一个高速脉冲输入输出问题。用接收编码器的输入信号的计数器所获得的数值,关联到驱动步进电机高速脉冲的数量即可。当然两者是怎样的一个关联(编码器转一步步进电机转进步)根据实际需求设好即可。